
服務(wù)熱線
13702918602






切割邊:分條機(jī)多種多樣原材料復(fù)合型后產(chǎn)生加工工藝邊料,根據(jù)摘除工藝流程預(yù)埋的加工工藝邊料,獲得合乎加工工藝規(guī)定的商品。此類(lèi)分切方式多用以復(fù)合袋等原材料的生產(chǎn)加工
切卷:將分條機(jī)整捆寬幅的防水卷材,根據(jù)高速運(yùn)行的圓刀,把原防水卷材分切成多卷窄規(guī)格型號(hào)防水卷材。此類(lèi)分切方式多用以膠粘制品制造行業(yè)。
分卷:將分條機(jī)大波浪徑原材料遵循收卷長(zhǎng)短規(guī)格和收卷寬幅規(guī)格型號(hào)的規(guī)定,分切成多卷、小卷徑原材料。此類(lèi)分切方式多用以塑料薄膜板材和包裝袋彩色印刷制造行業(yè)。






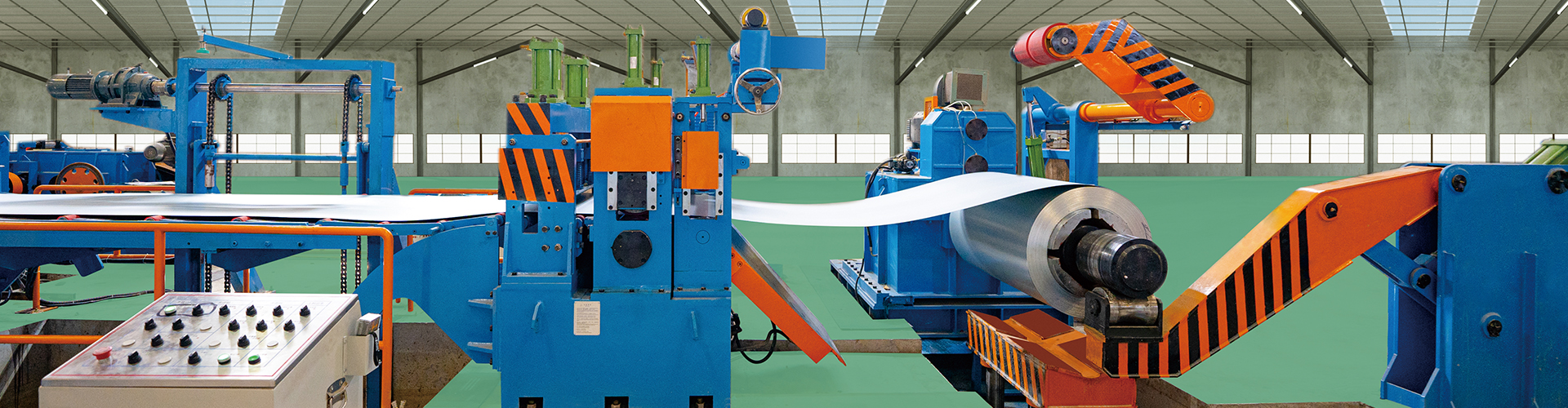
高速分切機(jī)是紙品生產(chǎn)加工制造行業(yè)的關(guān)鍵機(jī)器設(shè)備,基本上每日都會(huì)應(yīng)用這類(lèi)機(jī)器設(shè)備,假如出現(xiàn)異常會(huì)影響生產(chǎn)。下面小編總結(jié)一些高速分切機(jī)常見(jiàn)故障供大家參考。
1、縱向條紋
主要表現(xiàn)為指膜卷表面形成環(huán)向肋線狀的條紋。在高速分切機(jī)分切收卷過(guò)程中大量空氣夾入以及累積厚度公差不佳是產(chǎn)生縱向條紋的主要原因,一旦出現(xiàn)程度較為嚴(yán)重的條紋就很難消除。
2、錯(cuò)層
指膜卷端面上有部分薄膜錯(cuò)出的現(xiàn)象,該問(wèn)題主要是薄膜在收卷過(guò)程中發(fā)生滑動(dòng)或薄膜寬度發(fā)生變化所致。

分切機(jī)的張力是控制產(chǎn)品分切結(jié)果的重要因素,對(duì)運(yùn)行速度、均勻度、穩(wěn)定度都有非常大的幫助,因此需要格外注意。那么影響分切機(jī)張力的因素有哪些,又有什么控制方法呢?下面和雄華新思想一起來(lái)分析吧。
1.設(shè)備的升降機(jī)速轉(zhuǎn)變必定會(huì)造成整個(gè)設(shè)備張力的轉(zhuǎn)變。
2.分切機(jī)在收、放卷全過(guò)程中,收卷和放卷直經(jīng)是持續(xù)轉(zhuǎn)變的,直經(jīng)的轉(zhuǎn)變必定會(huì)造成原材料張力的轉(zhuǎn)變。放卷在制動(dòng)力矩不會(huì)改變的狀況下,直經(jīng)降低,張力將隨著擴(kuò)大。而收卷則反過(guò)來(lái),假如收卷扭矩不會(huì)改變時(shí),隨之收卷直經(jīng)擴(kuò)大,張力將降低。它是在運(yùn)作中造成原材料張力轉(zhuǎn)變的關(guān)鍵要素。

掃一掃手機(jī)網(wǎng)站


 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com